



For many of us, especially first-time engine builders, piston rings garner little attention. Instead, many perform a quick end gap check of a single top compression ring (and maybe a second compression ring) fitted into a cylinder and perhaps the side clearance measurement of one top compression ring in a piston ring land groove.
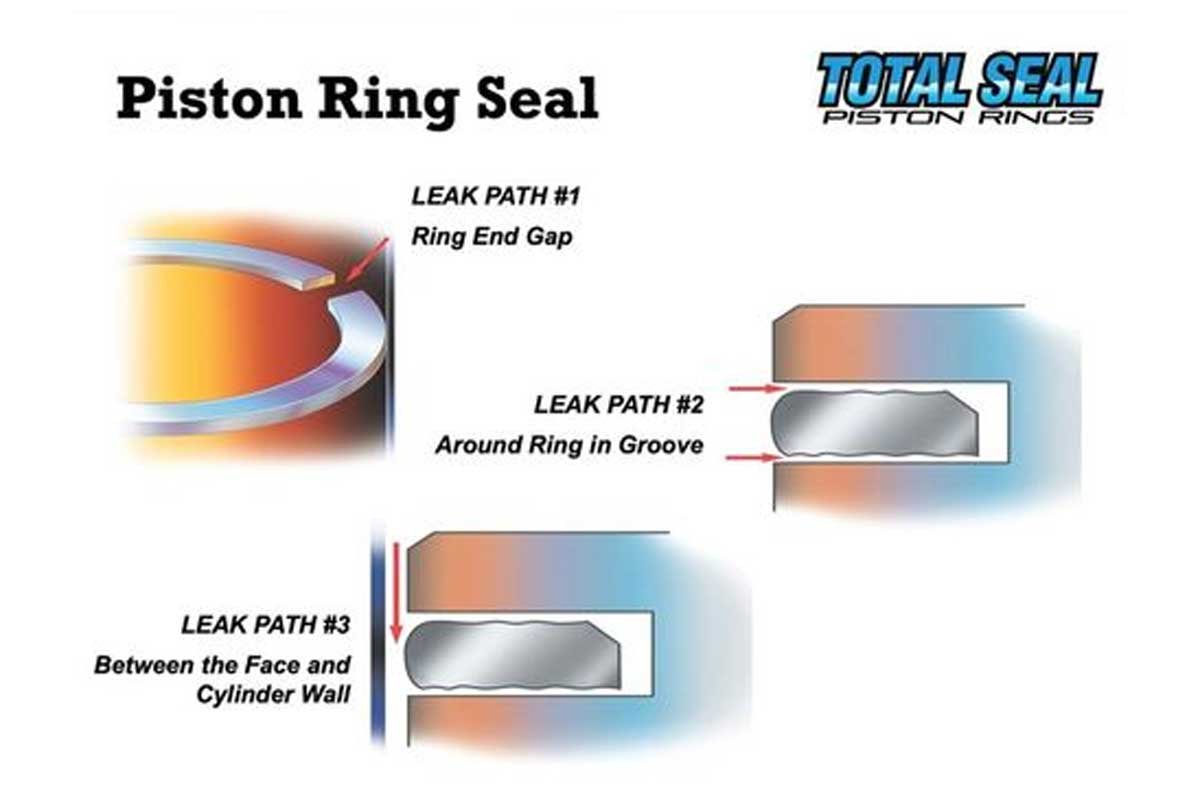
Above: Piston rings leak at three points. The leaks are at the piston ring end gap, the backside of the ring (around the ring), and the face between the ring and the cylinder wall. Total Seal has developed combinations of rings to reduce cylinder leakage concerns with the proper cylinder wall prep, engine oil, and ring break-in.
If the dimensions are within the manufacturer’s specifications based on the cylinder bore size, all is good, and the engine builder proceeds with the engine assembly. However, there is much more to consider to achieve superior engine efficiency. The engine builder must make those decisions before spending money on new parts or machine-shop machining processes.
Although Neil Snodgrass, an engineer and mill owner, is credited with developing the first piston ring in 1825, mechanical engineer John Ramsbottom invented the first metallic split piston ring in 1852. Ramsbottom revised the ring design in 1854 and patented it in 1855.
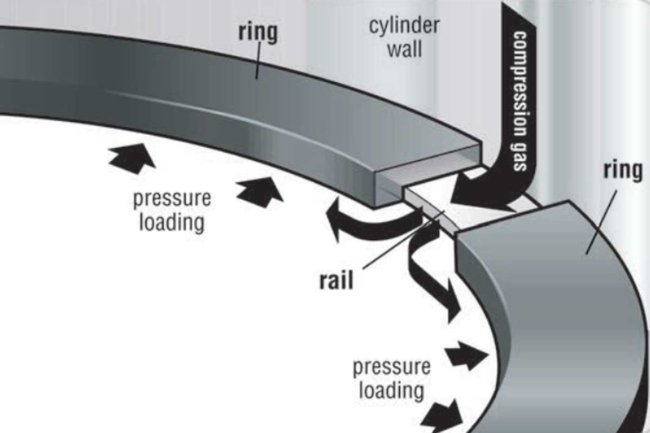

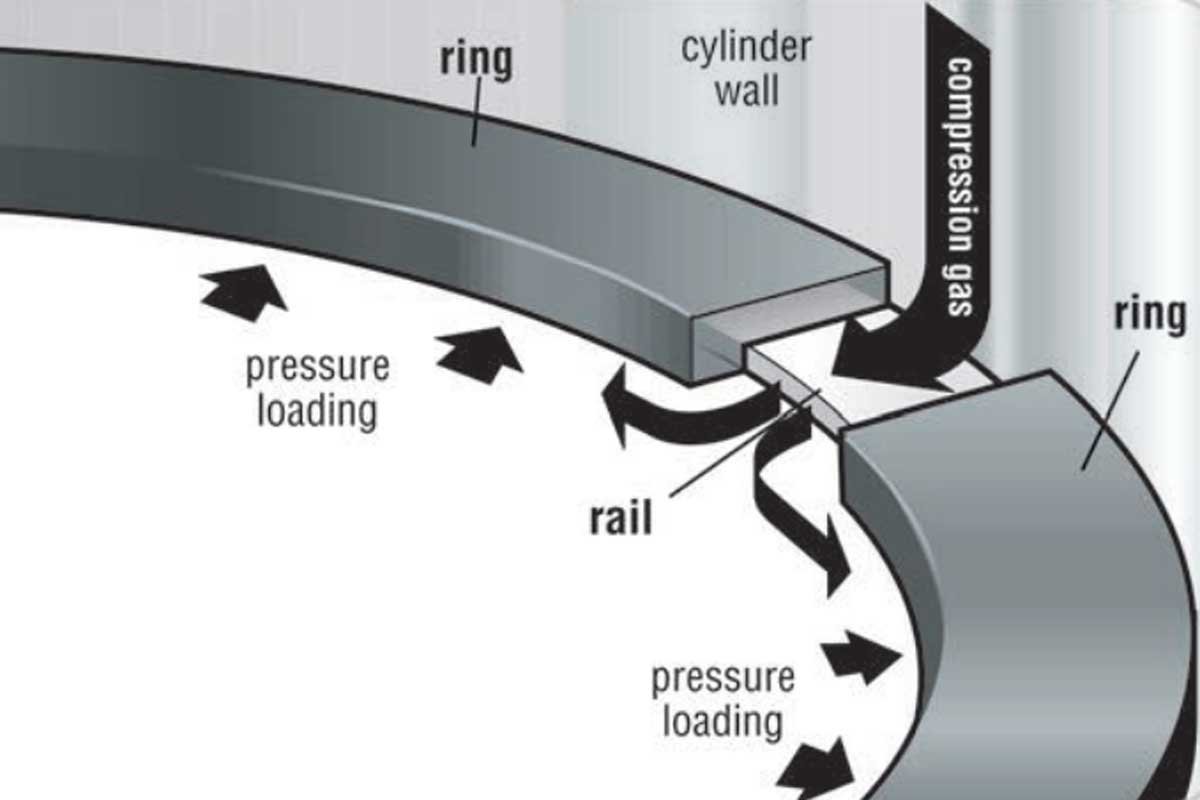
Left: A Total Seal Gapless Ring does not let combustion pressures bypass the ring. Instead, the rail helps trap the combustion pressures behind the piston ring. The trapped pressure seats the ring against the ring land groove, resulting in reduced combustion pressure losses. Right: Total Seal offers many ring packages with different coatings and ring thicknesses depending on the engine application.
While the basic split-ring design has remained relatively unchanged over the last 170 years, Paul de Kantzou Dykes significantly contributed to advancing ring-gas sealing and oil control of piston rings in the mid-20th century.
In Sir Harry Ricardo’s book, The High-Speed Combustion Engine, and Philip H. Smith’s book, The Design and Tuning of Competition Engines, each author explains in detail the three possible leakage paths past the piston. The potential leakage paths are through the ring end gap, around the back of the ring, and past the face of the ring.


Left: Total Seal has multiple ring coatings such as the Diamond Finish rings. The coatings improve sealing between the piston and ring and minimize friction losses. The rings are available in Gapless, conventional, or Napier styles. Right: The Conform Ring is a Total Seal design with radial notches. The ring conforms to the cylinder wall to increase horsepower and torque while reducing blow-by. In addition, the ring features decreased mass, higher efficiency, and enhanced crankcase vacuum.
The primary objective is to minimize all three while reducing engine friction and component wear. Even more remarkable is Ricardo’s first edition recognized these problems in 1923, and by his fourth edition, he had expanded upon resolutions to these matters.
Total Seal® has built upon the works of these individuals. With robust, lighter materials and coatings, improved engine oils, enhanced machining methods, and computer-assisted engineering processes, Total Seal has innovative ring technology equaled by none.
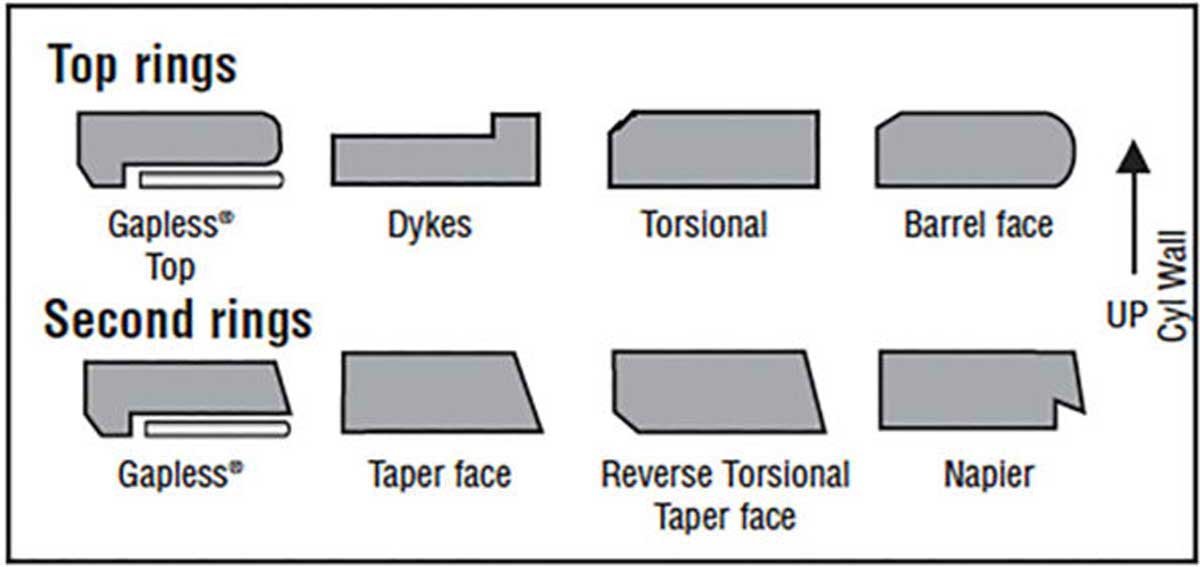
Above: There are multiple top- and second-ring designs. Every style ring meets a specific need for each engine application. The Total Seal representatives can provide expert advice to set up your engine for maximum performance.
Ring End Gap Leakage
A proper ring end gap is critical in controlling ring leakage. The ring gap would be nearly closed under normal operating conditions in a perfect world. The ring would remain appropriately squared with the bore, and the leakage would be slight. However, engine components expand at different rates. Therefore, the ring requires a small end-ring gap to ensure the ring ends do not butt together, resulting in engine damage.
Total Seal developed the Total Seal Gapless Ring® in 1969 to negate the effects of a ring’s end gap. The Total Seal Gapless Ring design is simple. A bottom rail is machined into the piston ring, and with the end gaps of the ring and rail offset, the end gap leakage is significantly reduced. The benefits of reduced leakage are the elimination of blowby, increased engine torque and horsepower, increased engine life, cleaner oil with better control, and an increased intake signal.

Above: Conventional rings leak through the gap when new. After hard usage, the leakage more than doubled (7% new, 20% after ten races). However, when using Total Seal Gapless Rings, the leakage of new rings is super low. After the same number of races, the Total Seal Gapless Rings retain the low leakage percentages (2% new, 2% after ten races).
The end gap measurement is still necessary for the gapless ring. However, the gap can be opened slightly without any significant performance loss. Additionally, the larger end gap will be more forgiving for a normally aspirated (NA) engine that occasionally has nitrous sprayed through the engine.
The raised cylinder pressure from power adders (nitrous, turbocharged, supercharged) requires increased gap sizes due to the additional heat developed. Total Seal Gapless Rings complement power adders because of their sealing quality, even with more significant end gaps. Regardless of a NA or power adder engine, the second ring tends to have a more substantial end gap either with a gapped or gapless ring.


Left: The piston ring gap measurement is critical in building an engine. After using a ring squaring tool to place the ring properly in the cylinder, the gap is measured with a feeler gauge. (Photo courtesy of Wiseco Performance Parts) Right: A ring filer will adjust the end gap while maintaining a crisp edge on the ring. A hand file will clean up the ring before remeasuring the end gap (Photo courtesy of Diamondracing.net).
Backside Ring Leakage
The ring must have a small portion of cylinder pressure move between its backside and ring land groove to control the backside ring leakage. Late-model factory engines with thinner ring packages may have a piston ring side clearance as tight as 0.0015-0.003-inch. However, race applications may be even tighter at 0.0004-0.0005-inch. The reason for side clearance is to allow the ring to spin.
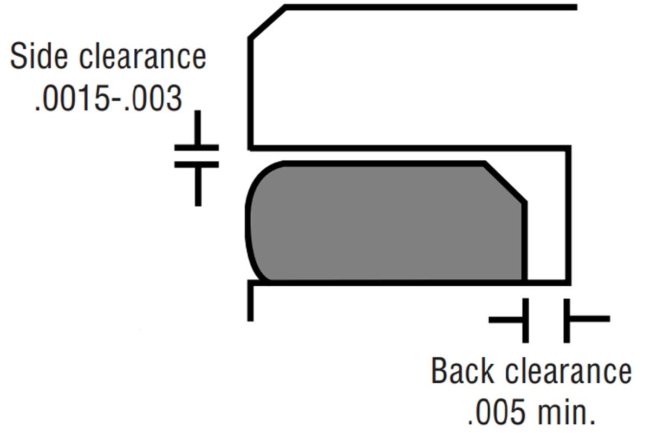

Left: The piston ring must have a side clearance measurement of 0.0015-0.003-inch. The gap will allow the ring to move freely without beating the ring land groove. The proper backside clearance must be a minimum of 0.005 inches. Right: The backside clearance measurement requires the ring installed into the groove. If the ring extends beyond the piston lands, it is the incorrect ring.
During the engine exhaust stroke, the ring’s lower face is forced against the ring land by the friction of the ring on the cylinder wall. Again, during the compression and power strokes, the ring is effectively held against the ring’s bottom face by the gas pressure. Provided the ring’s face and the land are exact surfaces, the backside leakage is sealed. However, leakage will occur if the ring does not sit properly in the groove.
Another consideration is ring backside clearance, which is the space behind the ring groove and the ring. It is measured when the ring is flush with the piston ring’s inner groove. Excessive backside clearance makes the ring slow to respond and late to seal. However, too little clearance can restrict the movement of the ring. The backside clearance should be between 0.008-0.012 inches for optimum performance.
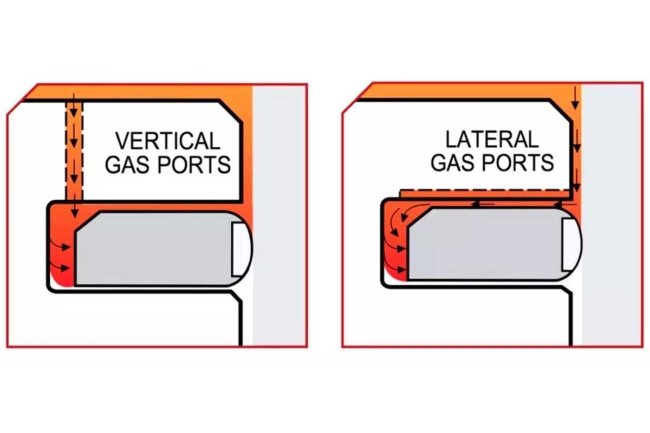

Left: To increase the pressure on the backside of the ring, machinists added horizontal or vertical gas ports to direct the combustion pressure. The gas ports work well, but the holes weaken the already fragile location of the piston. Additionally, the holes can clog because of carbon and other deposits. Right: Total Seal developed gas port rings to get the same benefits as gas ports without piston modifications. The rings are self-cleaning, so plugged ports are not a concern.
To increase the backside ring pressure, piston designers introduced gas ports drilled horizontally or vertically (about 0.043-inch size) through the piston to the backside of the ring. However, the fixed area of the gas ports increases piston temperature and induces cylinder wear at the locations of the gas ports. Additionally, street-driven engines often end up with clogged gas ports due to carbon buildup.
Total Seal has developed a gas port compression ring to eliminate cylinder wear and clogging concerns. The gas port ring eliminates the localized temperature and wear worries because of its constant self-cleaning action movement during the engine strokes. Also, gas port rings allow a stock piston to benefit from gas port technology. Lastly, engine oil is more effective in cleaning the rings than gas ports in the pistons.

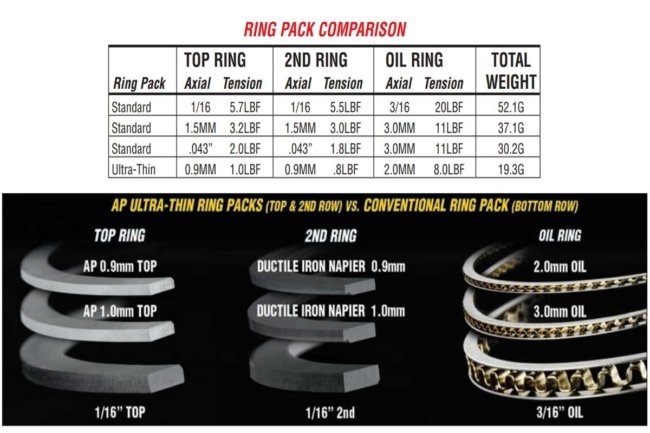
Left: The trend of OEM and aftermarket manufacturers is the use of thinner ring packages. The narrower rings move the oil control ring above the wrist pin area, providing better oil control. In addition, the thinner rings allow greater rpm capability without sealing problems. Right: Thinner ring packages reduce the ring friction (measured in lb-f). Less friction means more engine torque and horsepower.
Ring Face Leakage
Ring face leakage is usually a byproduct of worn rings or cylinders. However, ring face leakage may occur because of improper machining techniques or incorrect ring break-in. Regardless of the cause, the result is the same – increased engine blowby and loss of engine performance.
Accelerated engine cylinder wear is often a result of a lubrication problem. With a carbureted engine, cylinder wall fuel wash reduces cylinder wall lubrication. With the advent of fuel injection, the cylinder wall fuel wash concern was significantly reduced; thus, the engine longevity increased. In addition, a better-lubricated cylinder wall allows the ring to seal more efficiently.


Left: To measure the cylinder wall surface smoothness, Total Seal recommends engine builders have an engine machinist that uses a profilometer to ensure the surface is finished to meet the needs of the rings. Right: The profilometer has adapters that properly locate the profilometer stylus in any cylinder bore. The adapters make the testing repeatable and accurate.
Total Seal offers fourteen ring finishes, including gas nitrating, diamond finishes, conforming rings, gold finish, and ultra-thin rings. These require a different honing process than the engine rings of thirty years ago. For example, the surface finish for cast iron and chrome rings falls into the average roughness (Ra) range of 20 to 35 Ra (measured in microinches), achieved with a #220 grit stone. On the other hand, molybdenum-faced rings require a 15 to 25 Ra, which necessitates a #280 stone.
Ra provides little information about the surface profile. Each bore can have the same Ra but with differences in the peaks and valleys. The peak height (Rpk) and the valley’s depth (Rvk) need to be considered. Plateau honing is required to precondition the cylinder bore surface for modern lighter, thinner rings. A plateau cylinder bore finish is achieved via a #400 or #600 grit stone passed through the cylinder for a brief time. It results in a Ra of 8 to 12, a peak Rpk of 5 to 15, and a suitable valley crosshatch Rvk of 15 to 30 for good oil retention and proper ring lubrication.

Above: The profilometer with an adapter reads the cylinder’s bore. The stylus can measure the roughness average (Ra), crosshatch peaks (Rpk), and crosshatch valleys (Rvk).
A considerable advantage of a plateau finish is a significantly shorter ring break-in time. Furthermore, there is less oil consumption during the break-in. The engine will benefit from less ring and cylinder bore wear and reduced blowby for cleaner emissions. The result is increased engine durability.


Left: Total Seal offers the Surface System profilometer for even more accuracy. The Surface System can measure surface finish and crosshatch at the same time. The Surface System has a profilometer, USB microscope, software, laptop, locating tool, reference scans, and a resource library. Right: The Surface System’s software displays all the information on the included laptop. In addition to the surface finish, the crosshatch measurement can be seen on the right of the laptop screen.
None of the engine machining processes, ring designs, or coatings matter without proper ring break-in. Quality break-in oil is required to break in an engine properly. Moreover, the engine must be run under a load to bring the Zinc Dialkyl Dithiophosphate (ZDDP) fortified engine oil and the rings up to operating temperature. The load also helps seat the rings into the cylinder walls. So, with accurate machining, the use of proper oil, and the correct break-in technique, the piston ring face leakage should be minimized.
Finally, higher engine rpm has been achieved using thinner ring packages due to reduced friction (measured in pound/force – lb-f) and placing the ring package above the wrist pin. The advantage of having the oil ring above the wrist pin is more substantial control of the oil on the cylinder wall. Original Equipment Manufacturer (OEM) engines now employ a thinner ring package with excellent results.
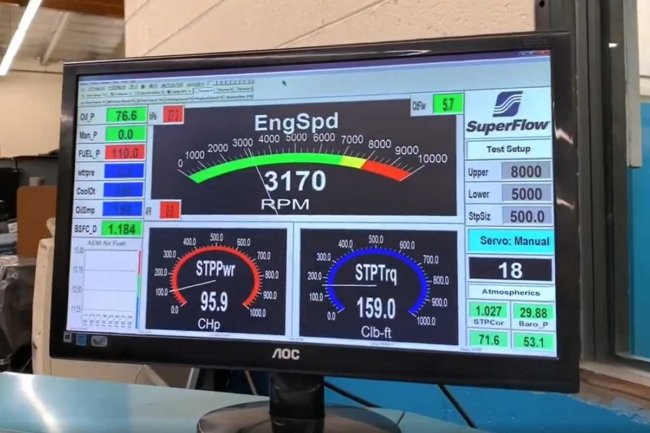

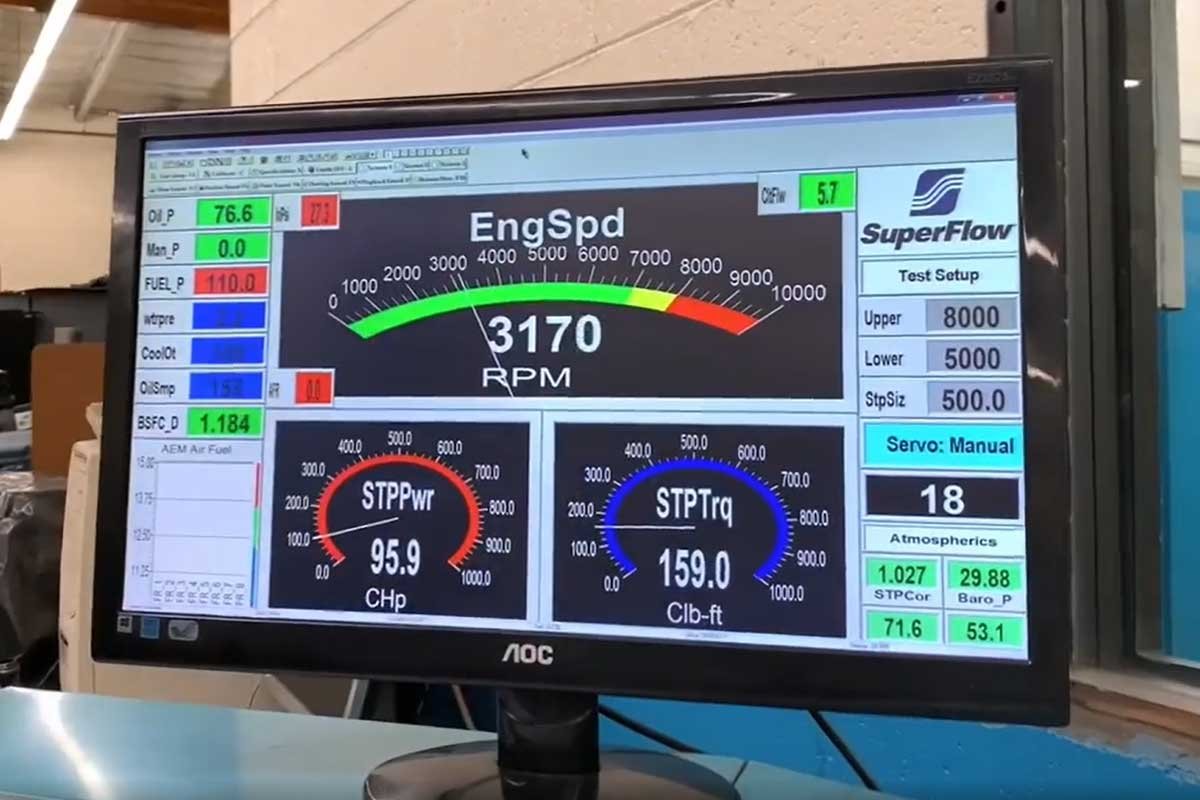
Left: A critical component to limiting the ring leakage is a proper ring break-in period. The break-in of the rings requires a load on the engine. An engine dyno provides a terrific way to hold the engine rpm steady while keeping the engine loaded for the thirty-minute break-in period. Right: Many engine builders do not have access to an engine dyno. Instead, the vehicle should be driven, and the engine needs to be run (hard) with quick wide-open-throttle applications. The rpm does not need to be excessive because the maximum engine torque is achieved long before maximum horsepower.
There is considerably more information about rings than can be put together in 1500 words, but there is also more to rings than making one or two measurements followed by assembling the engine. Total Seal has rings based on bore size, so there are rings for the slant six, LA, Magnum, B/RB, and Gen I, II, & III Hemi engines. For more information, view Total Seal’s vast library of online videos. To set up your engine, contact its representatives to fit your Mopar engine with the correct ring package for your application.





















{kind=link}