


 With a long production run from 1957 to 1974, the Chrysler 8.75” rear end was an enormously key cog throughout the muscle car era. Backing up a great many automatic-equipped Max Wedges, Hemis, and Six Packs, it was the Dana 60’s little brother that proved it could take a punch.
With a long production run from 1957 to 1974, the Chrysler 8.75” rear end was an enormously key cog throughout the muscle car era. Backing up a great many automatic-equipped Max Wedges, Hemis, and Six Packs, it was the Dana 60’s little brother that proved it could take a punch.
Roughly six decades later, the 8.75” axle is still a staple for the simple fact that Danas command big dollars and, without a doubt, this little third member ain’t no slouch.
As with most automotive components, there were variants of the venerable eight-and-three-quarter. Most common were the 741, 742, and 489 case casting numbers. The 985 and 657, equal to the 742 and 741 respectively, were rarely-seen early versions that were largely phased out by 1965.
 The 489 configuration is said to be strongest and, to be honest, it’s a bunch of bull. Somewhere along the line, the wives’ tale was told that the 489’s tapered pinion offered magical and significant strength advantages over its 741 and 742 brethren because of its larger 1.875” base diameter. While this wayward claim took deep root in Mopar mythology, rest assured that it is folklore and nothing more.
The 489 configuration is said to be strongest and, to be honest, it’s a bunch of bull. Somewhere along the line, the wives’ tale was told that the 489’s tapered pinion offered magical and significant strength advantages over its 741 and 742 brethren because of its larger 1.875” base diameter. While this wayward claim took deep root in Mopar mythology, rest assured that it is folklore and nothing more.
Most damaged by this errant assertion has been the 741, long-labeled as frail and not fit for heavy duty due to its straight 1.375” shank. If said shank were indeed the weak link and people were popping pinion heads off left and right, we might be inclined to agree.
That just isn’t the case. Some smarter than us have delved deeper into the details, but it’s pretty simple in our opinion: we’d run a 741 8.75” in any car any day without the slightest hesitation.

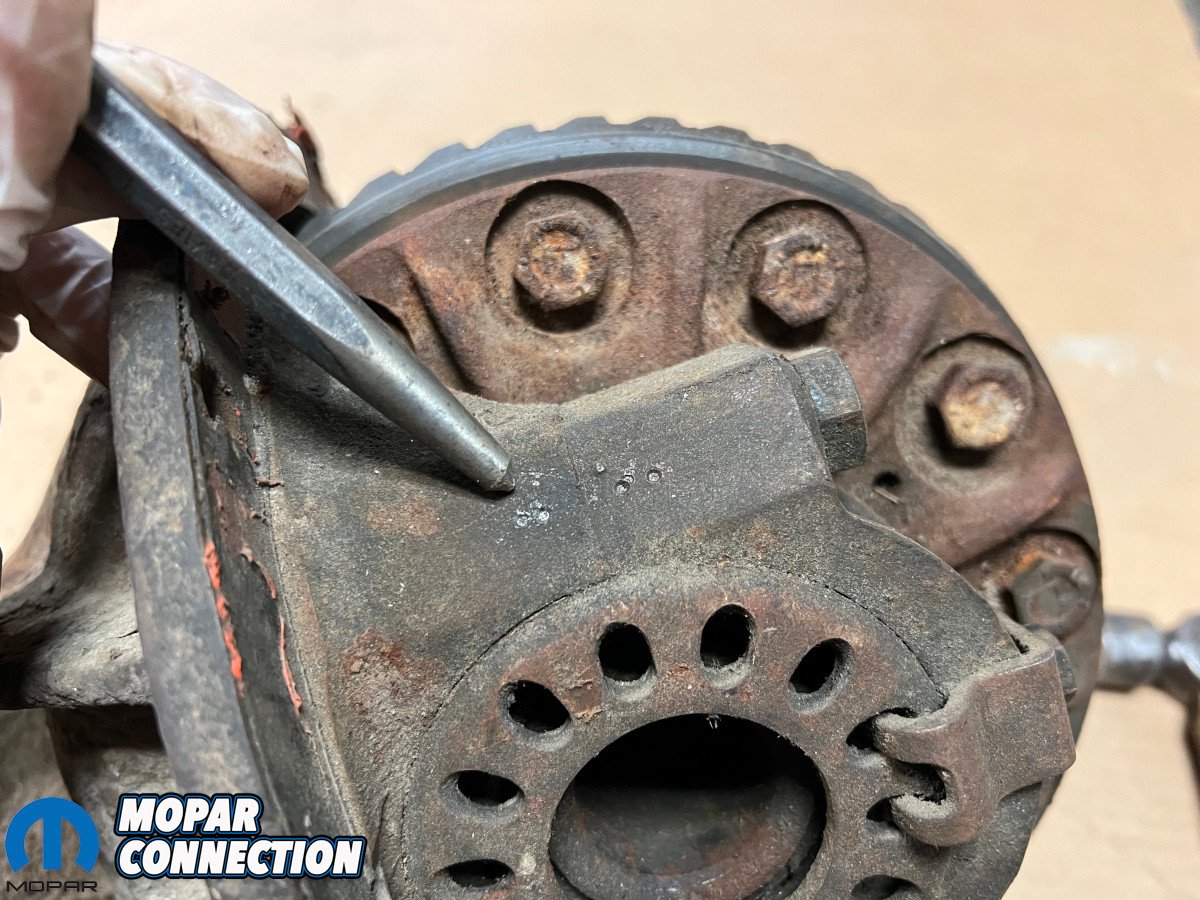
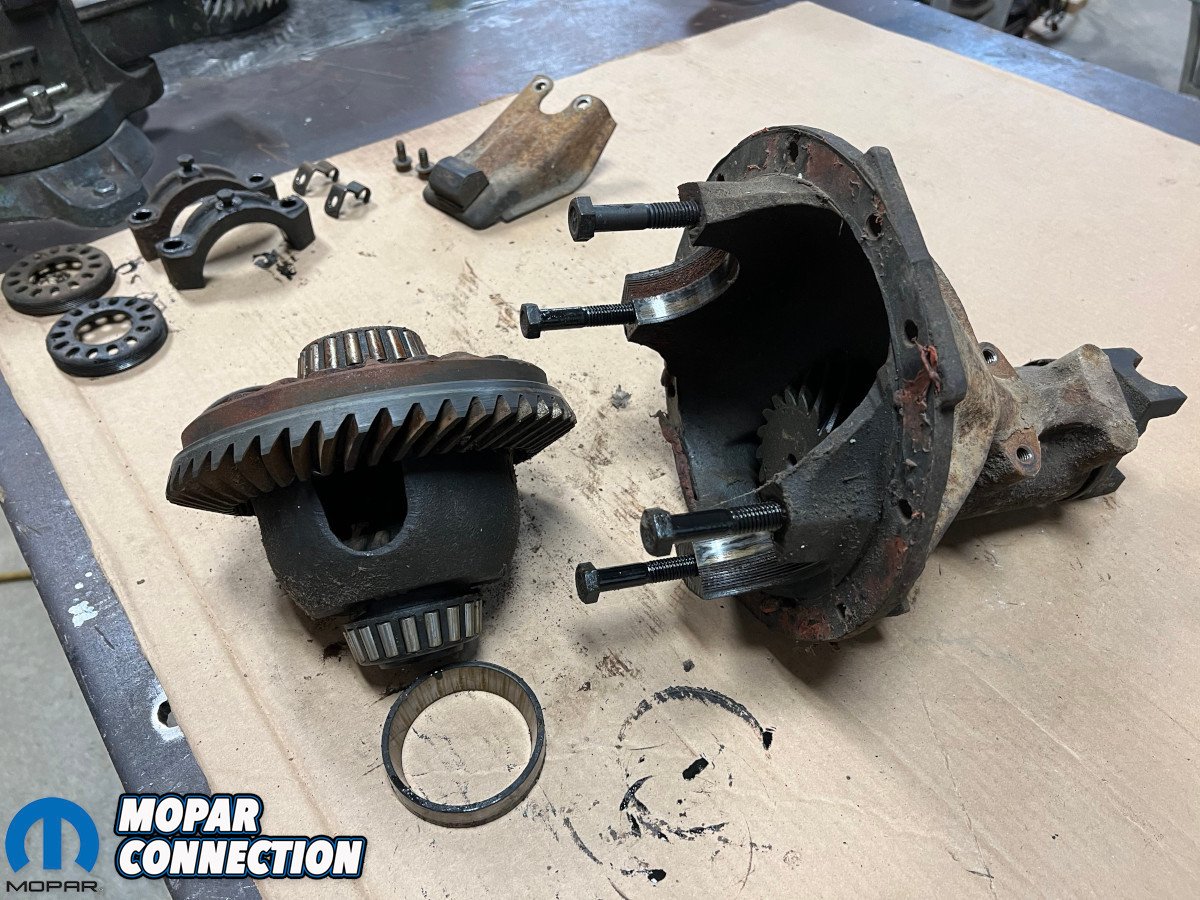
Above left: Laying out sockets ahead of time helped streamline disassembly. Above center: Marking main caps was critical to keeping them on their respective sides. Above right: In short order, the open differential was out.
To prove that point, we pulled a shabby 741 third member from the barn and set out to stick an Eaton Detroit Truetrac in it for no other reason than to thrash it via a 408 stroker-equipped 1972 Plymouth Scamp. With 485 horses on tap and a four-speed under foot, this angry A-body was the perfect transplant patient for Eaton’s awesome differential.
It’s important to understand that the Truetrac isn’t your run-of-the-mill limited-slip center unit. Contrary to Mopar’s original cone-type and clutch-type Sure-Grips which had engagement cones or clutch plates to transfer power, the Truetrac works with planetary helical gears which bias torque automatically. There are no conventional friction-driven wear surfaces.
Basically, its helical gears are designed to “sense” the amount of torque going to each axle and apply power to the tire with the most traction. That is, if one wheel is on ice and the other on pavement, the helical gears will transfer torque from the spinning tire on ice to the one with good grip on pavement.
As an added benefit, this arrangement acts like an open differential under normal driving conditions. Most importantly, when you need two-wheel peel, it’ll be there.

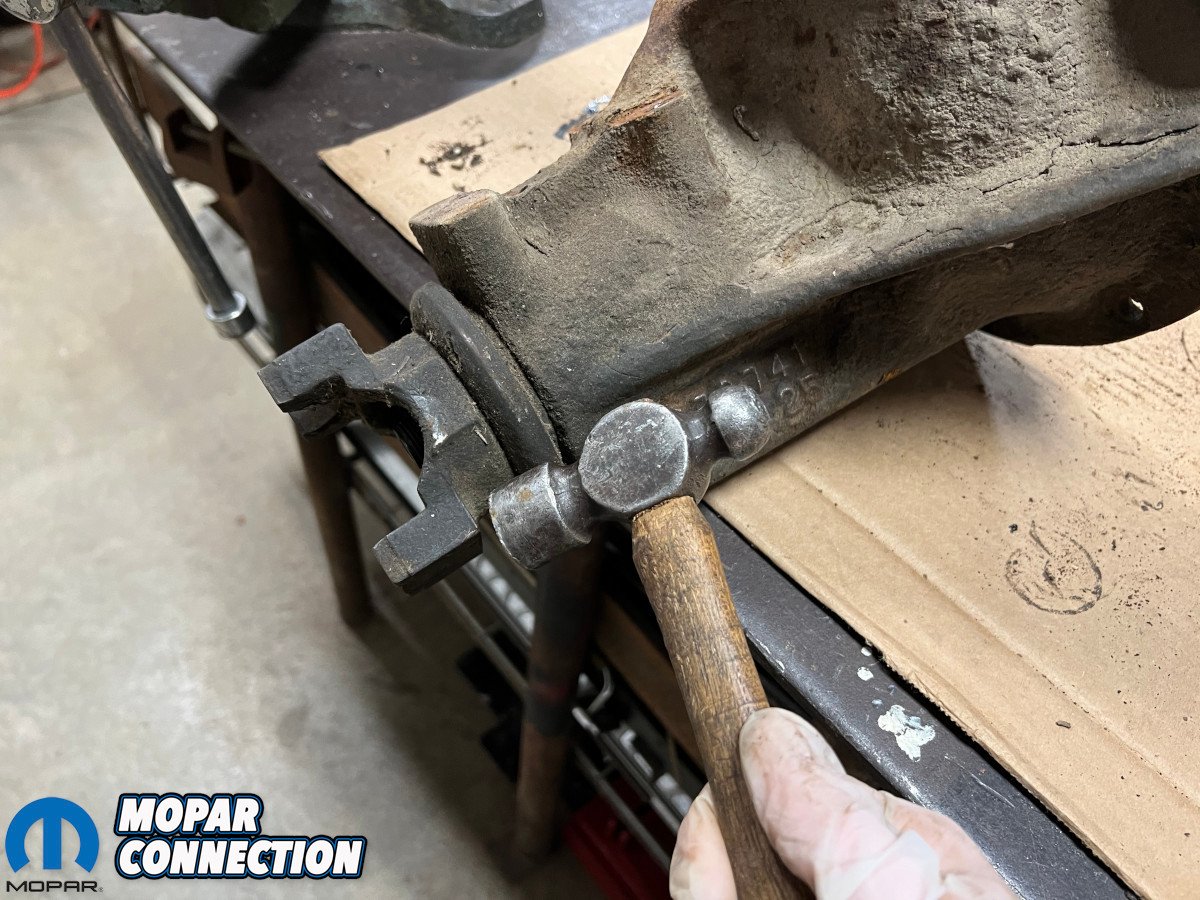

Above left: Set to kill, the impact took care of the big pinion yoke nut. Above center: A few light taps got the yoke off. Above right: With the yoke removed, the pinion could slide out.
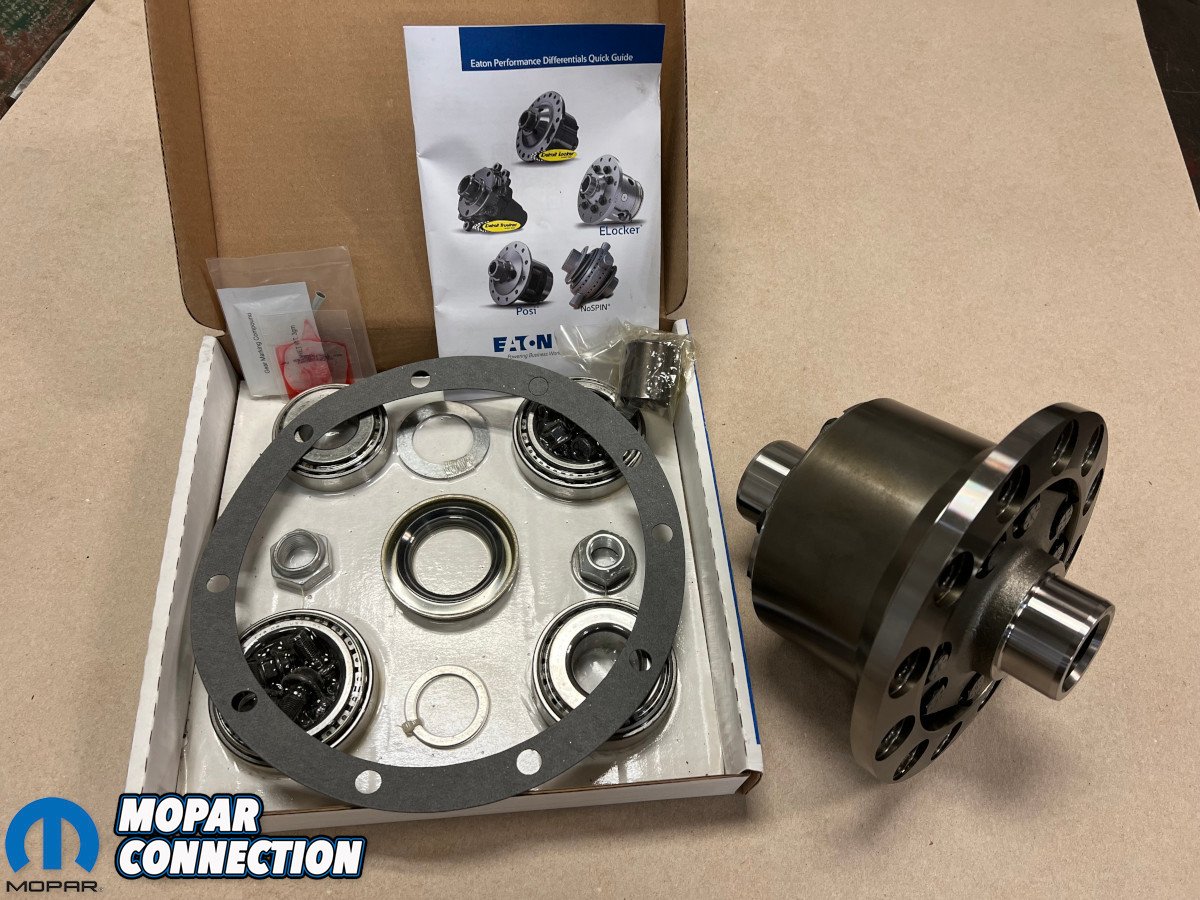
The 8.75” Truetrac (P/N 913A572) can fit in all casting numbers; only the installation kit is different for installment in a 741, 742, or 489. In this case, the 741 kit (P/N K-C8.75-741R) was appropriate for our little rear end that could. It came with bearings, races, shims, ring gear bolts, a pinion nut, a seal, gear marking grease, and assembly lube neatly packaged in a single box. It couldn’t get any easier than ordering everything needed for a rear rebuild with just two part numbers.
Our core third member wasn’t anything special inside, featuring an open differential and 2.76 ratio. Luckily, we had a 1967-vintage 3.55 ring and pinion pair for a 741 on the shelf which seemed much more suitable for the Scamp.
The tool list for an 8.75” revival is surprisingly short. Necessary sockets include 1/2”, 9/16”, 5/8”, 3/4”, and 1-1/8” for the yoke nut. Pinions and, therefore, yokes were available in 10 or 29-spline varieties from the factory. Typically, an 1-1/8” socket would indicate a 10-spline arrangement which was confirmed in this instance. The 29-spline pinion and yoke would have a larger nut and take a larger socket.
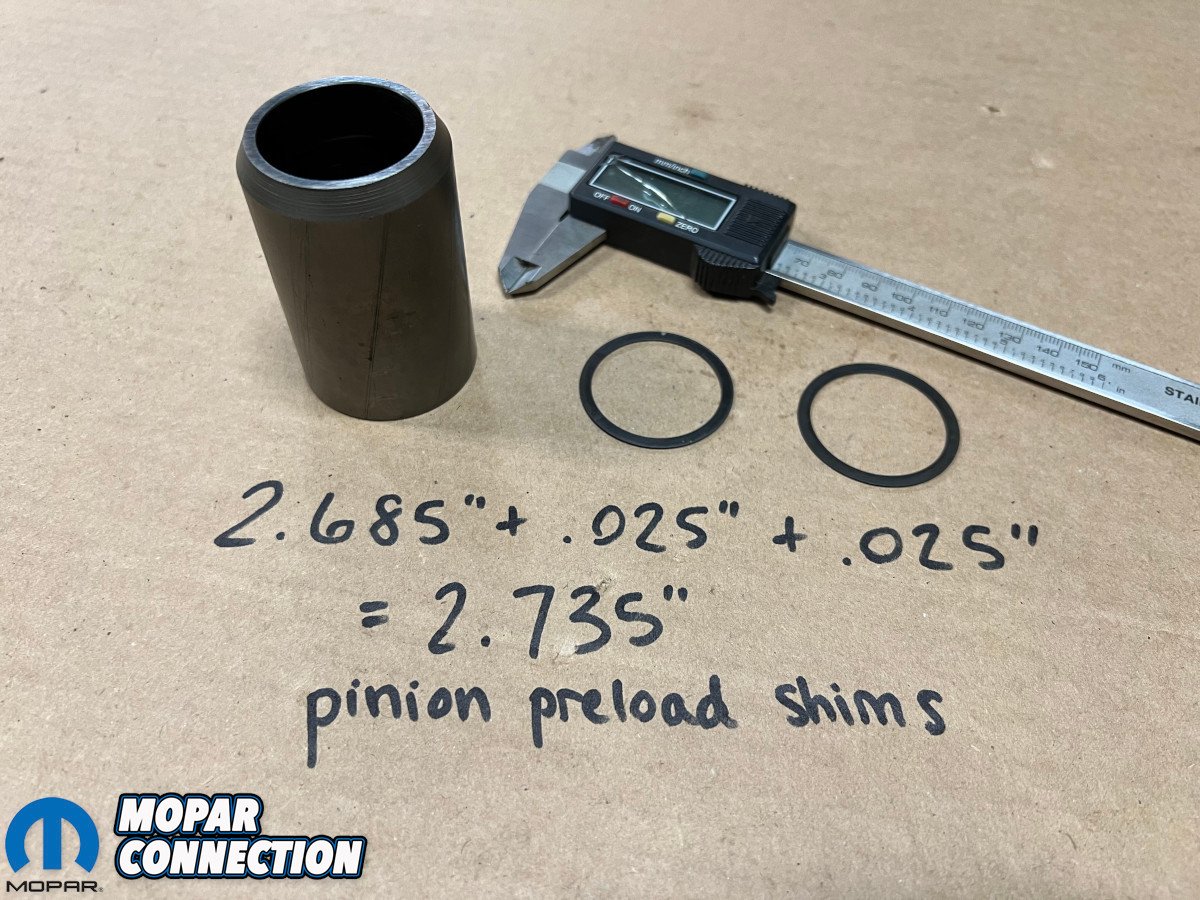

Above left: The original pinion preload spacer and shims totaled 2.735 inches. Above right: The 0.092-inch pinion shim was transferred to the incoming pinion, although either one would’ve likely worked on this used gear set.
The existing yoke on our 741 was of the “small” variety for a 7260 U-joint which is what the Scamp already had. A larger yoke for a 7290 U-joint would’ve required a conversion universal in this application. Quick confirmation was easy by tape measure; roughly 3-1/4” wide would mean 7260 while the 7290 would’ve been closer to 3-5/8”.
Other tools on the bench included a bearing separator, ball peen hammers, pipe for driving seals and bearings, a spanner for the bearing adjusters, magnetic base and dial indicator, calipers, a pneumatic impact driver, chisels, punches, a shop press, and a healthy torque wrench.
Prior to teardown, both main caps were marked with a punch to ensure they ended up on their original sides when it was all said and done. With the four main cap bolts, two adjuster locks, and two bearing adjusters removed, the open differential fell out and into the scrap pile once its 2.76 ring gear was removed for safe keeping.

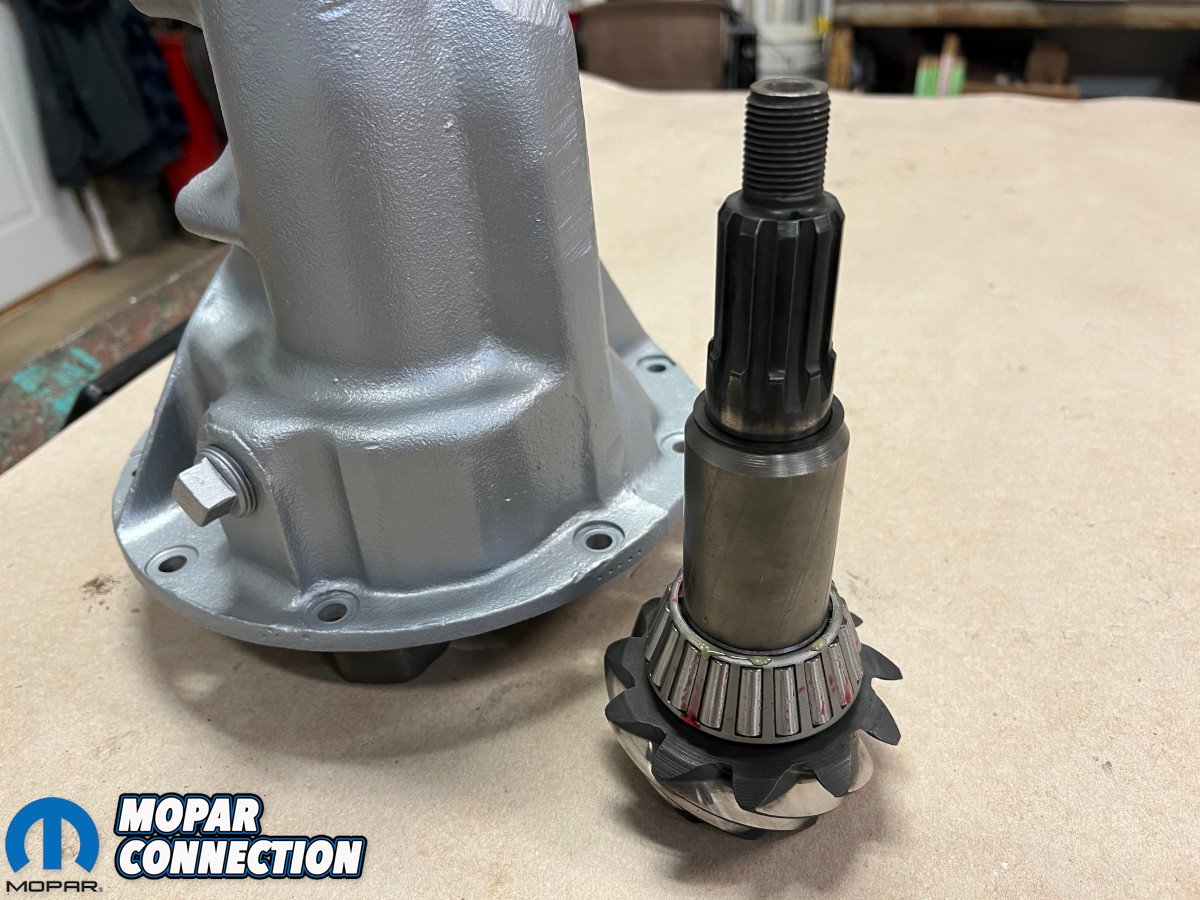
Above: The 741’s pinion stem (bottom) differs from the 489’s (top) in size and shape, but don’t believe the hype that this somehow makes the 489 significantly stronger.
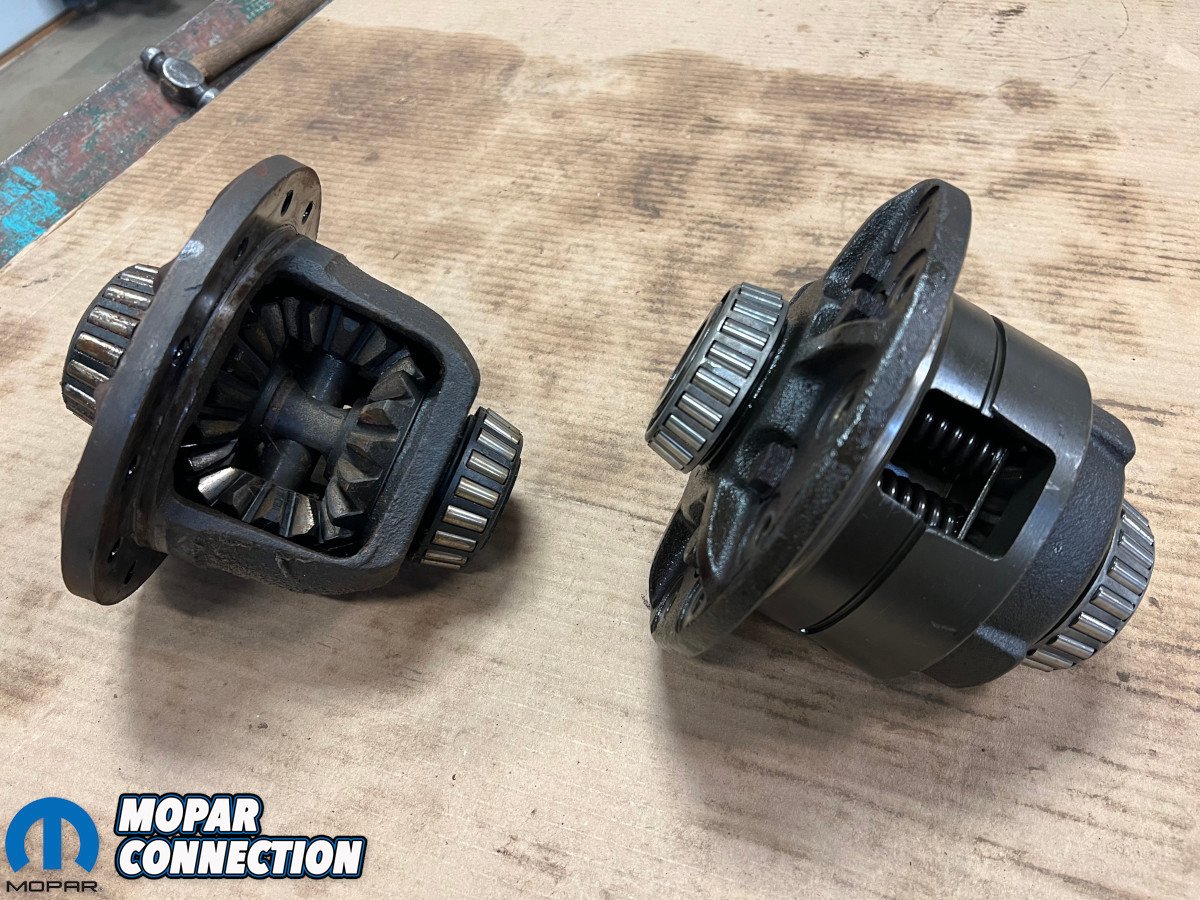

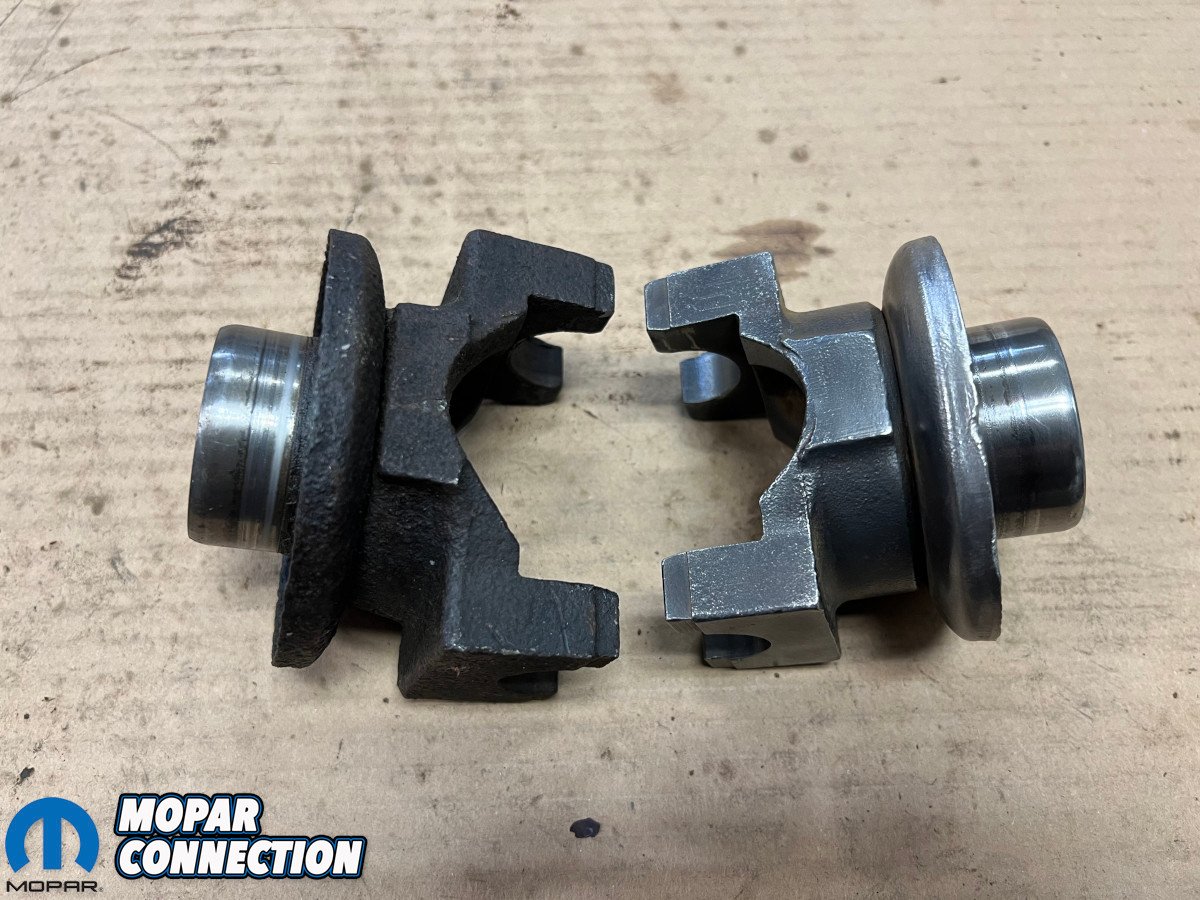
Above left: An OEM open differential (left) is compared to an OEM cone-type Sure-Grip (right). Above center: Yoke variations include 29-spline with 7290 U-joint (left), 29-spline with 7260 U-joint (not shown), 10-spline with 7260 U-joint (center), and 10-spline with 7290 U-joint (right). Above right: The 7290 yoke (left) is obviously bigger than the 7260 version (right).
Next, the big boy air impact handled the stubborn pinion nut. A few light taps from a ball peen hammer on the yoke eased it off the pinion splines, allowing the pinion itself to be removed.
A chisel and hammer eradicated the yoke’s oil seal before the pinion’s bearing cups, seated in the case, were removed via punch. In short order, the 741 was stripped bare and ready for refinishing which consisted of a quick coat of definitely-not-OEM-concours-correct cast iron grey.
When dissecting an existing 8.75” assembly, it’s massively important to measure and record all factory shim sizes. Doing so can greatly assist when installing a new gear set or differential, if nothing else than to provide a solid starting point.

Above: The Truetrac and installation kit were an easy, complete package. Note the thrust button (bagged) for those running tapered axle bearings.
Here, the pinion bearing preload sleeve and shims equated to 2.735”. Note that every 741 came from the factory with a solid bearing spacer rather than the crush sleeve like a 489 would have. We would generally recommend a spacer over the crush sleeve anyway, so it was a bonus that the 741 already had it.
The original 2.76 pinion bearing sat on an 0.092” shim while the incoming 3.55 had an 0.090” underneath. We decided to transfer the original 0.092” shim to the unfamiliar 3.55 pinion. That shim was placed on the 3.55 shaft with the chamfer facing down before a new bearing was pressed on with a short length of pipe.
After the ring gear was gently tapped on with a rubber mallet, the Truetrac received its new bearings as well. It shares the same 2” bearing set as the cone-type Sure-Grip. A clutch-type differential would have a different bearing with a 1.796” bore. While it was in the press, the supplied replacement left-hand thread ring gear bolts were torqued to 55 ft-lbs.
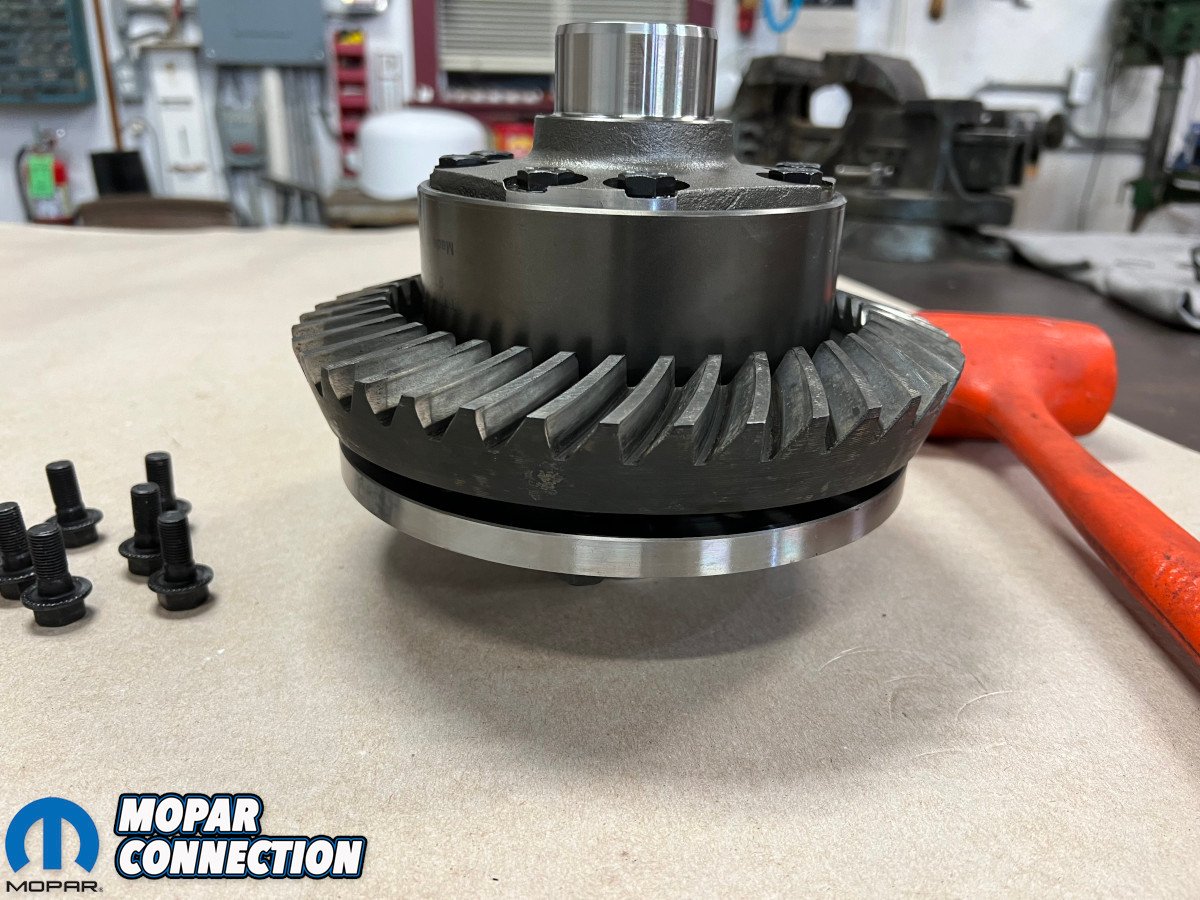

Above left: The used ring gear fit tight on the Truetrac, as expected. A few extremely gentle taps eased it on. Above right: Torquing the ring gear bolts was easiest while it was in the press.
Now, third member setup should always start with pinion bearing preload. Forget the differential, the ring gear, and the mesh pattern; preload is independent of those and totally reliant on the pinion sleeve whether it’s of the solid or crushable variety.
The crush sleeve would require its own specific procedure since it can only be crushed once. But, for those with a solid spacer in a 741, a crush sleeve eliminator in a 489, or the stepped pinion of a 742, preload should be set at the start before touching anything else.
To gauge proper preload, rotating resistance needs to be 20-30 in-lbs as measured when turning the pinion at the flange. With the oil seal left out, we installed the original 2.735” spacer set and tightened the flange nut to 240 ft-lbs. The initial rotational measurement was barely 20 in-lbs, so 0.002” of shim was removed to bump that up closer to 25. Final spacer set thickness was, therefore, 2.733”.


Above center: Pinion bearing preload was measured with a beam torque wrench. Above left: The pinion bearing was greased, then the spacer and shims were installed before it went into the case. Above right: An Astro race driver helped get the pinion bearing races tapped in.
Next up was the Truetrac with ring gear which was carefully lifted in. Bearing adjusters and main caps were installed, all were snugged, then one main cap bolt on each side was torqued to 90 ft-lbs.
To set differential bearing preload, both adjusters were tightened equally until 0.001” of backlash was measured at the ring gear with a magnetic-base dial indicator. Then, the adjuster on the tooth side of the gear was brought in more until backlash increased to 0.006” to 0.008”. Homemade or purchased, a spanner wrench is critical here.
A dab of the supplied yellow gear marking paint on the front and back of four ring gear teeth would suffice for mesh inspection. Pressure was applied to the back side of the differential via a heavy leather glove while an electric drill gave the assembly a good spin forward and backward.

Above: Backlash was measured with a dial indicator on a magnetic base. Note the spanner wrench for bearing adjusters.
For new gears, acceptable patterns are well-defined and usually included with instructions. Installing a used set, like in our case with these 3.55s, generally means one has to rely on the coast side to confirm pattern rather than the worn drive side.
Recall the solid spacer sleeve and its shims only affect pinion bearing preload. Mesh pattern, on the other hand, is achieved by 1) the shim under the pinion bearing and 2) backlash between the ring gear and pinion. With backlash at a satisfactory 0.008”, the 0.092” pinion bearing shim installed earlier proved to be perfect as the coast-side pattern was centered between face (top) and flank (bottom) of the ring gear teeth.

Above: Pattern on a used gear set isn’t always easy to read, but this looked centered enough to run down the road.
Had mesh been off in any direction, the entire assembly would have been taken apart and the pinion bearing would have been removed with a bearing separator so it could get a different shim under it.
It’s best to expect doing this at least twice on any new gear set as it’s extremely rare to get it right the first time. Using an old case and old gears actually made it easy since we had existing shim reference points to go by.
All being good with preload and pattern, the yoke was pulled back off to install the front oil seal. A 3” piece of pipe drove it home, then the yoke nut was muscled back to a fat 240 ft-lbs. Differential main caps were taken to 90 ft-lbs while the adjuster keepers got 20 ft-lbs. All of those figures were pulled right from section 3 of our 1967 Plymouth service manual.
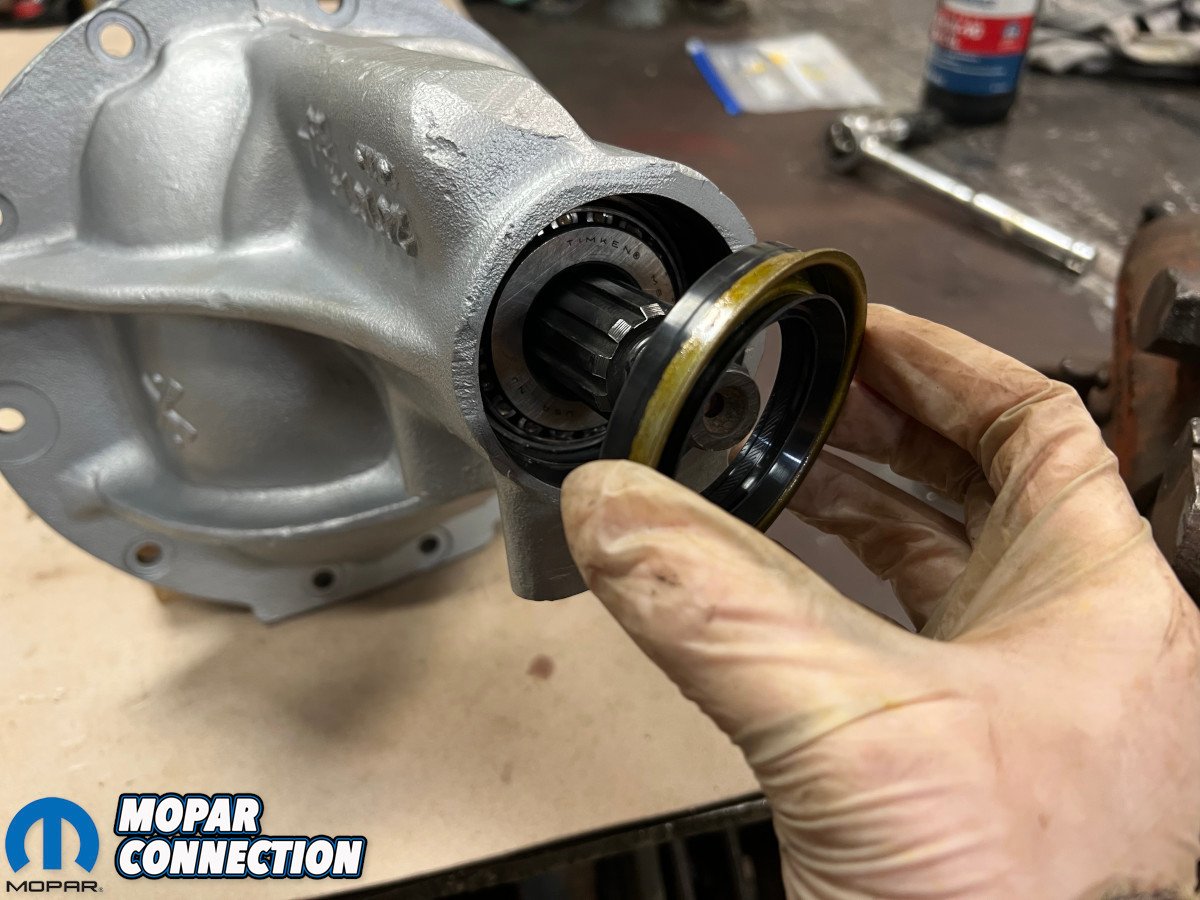

Above left: The yoke oil seal was installed before the yoke was tightened down one last time. Above right: Our most overpaid and underworked helping hand gave the pinion nut its required amount of grunt.
With the wheels off, axles pulled out, previous third member removed, and kit-supplied gasket on, we hoisted the Truetrac-equipped 3.55 chunk in. Carrier nuts were cinched to 45 ft-lbs and it was filled with four pints of conventional GL5 80w-90 oil with no friction modifier since the Truetrac’s design doesn’t need it. Then, we stabbed the axles back in for a test thrash.
The Truetrac performed as advertised, laying down two healthy black marks at every request of the 408. More importantly, turns and corners were taken with ease. Unlike a locker, there were no pops, clanks, or clunks when zig-zagging through town.
The helical gears did their part in doling out all 485 horses to one wheel or two exactly when required. It’s not often in the muscle car hobby that you can have your cake and eat it too, but we’d call this a double layer chocolate cake with chocolate icing. Grab a Truetrac and dig in.



















{kind=link}